Water Treatment Plant
Demineralization is the process by which total dissolved solids (TDS) present in water are removed effectively. A properly packaged unit incorporates the principles of ion exchange, degasification and polishing, to produce mineral free water. For maximum advantage it is necessary that the demineralization plant is configured accurately. We consider inlet water quality parameters and capacity requirements to offer optimal and cost-effective solutions.

Effluent Treatment Plant
Water is basic necessity of life used for many purposes one of which is industrial use. Industries generally take water from rivers or lakes but they have to pay heavy taxes for that so it's necessary for them to recycle that to reduce cost, conserve it & protect environment. We are engaged in manufacturing effluent treatment plant, which are used for removing unwanted & harmful chemicals from the waste water.They are installed with ease and help manufacturers across multiple industries meet statutory pollution control requirements. They require limited space as they are compact in size. They effectively remove toxic chemicals from waste water and can be easily operated. They are designed by us keeping in mind the clients' requirements.
Our plants meet the statutory pollution control requirements.

PROCESS OVERVIEW FOR ETP :
- Screening/Grit chamber: To remove floatable matter and sand, grit, stones in raw effluent.
- Oil & grease trap: To remove float able oil and grease from raw effluent.
- Primary treatment: Includes chemical treatment (coagulation, flocculation, neutralization) and solid-liquid separation for removal of suspended solids.
- Secondary Treatment: Includes biological treatment for reduction of BOD/COD and solid-liquid separation. Biological treatment can be aerobic or anaerobic depends on quality of raw effluent.
- Tertiary treatment: Sand and carbon filtration for removal of suspended solids and organic material. Ultra-filtration and Reverse Osmosis are the advanced technologies to be implemented for zero-discharge system.
Features:
Industries we serve :
Sewage Treatment Plants
We are engaged in offering most precise solutions for contaminated and sewage water through our Sewage Treatment Plants. Our plants are used to treat the waste water released by residences, businesses & industries. These systems completely remove or reduce the organic matter, solids, nutrients, disease-causing organisms and other pollutants from waste water. Our engineers have specially designed these plants for initiating physical separation of solids from raw waste water stream.
Our sewage treatment plants cater to the needs of industries , Residential Complexes, Hospitals, Schools & Institutions, Hotels & Resorts and many others.
Specifications:
SAFF Technology

The moving bed Bio Reactor & submerged acerbated fixed film includes a tank in any shape filled up with random bio media elements. The elements are specially developed material of controlled density such that they can be fluidized or fixed using an aeration device such as twin lobe blowers. Due to the attached growth on the surface of the media we are able to reduce the volume and maintain high efficiency of the system
Our range of water treatment plants is based on SAFF that is chosen according to suitability of client's requirements.
MBBR Sewage Treatment Plant

Our range of MBBR Sewage Treatment Plant is used for providing safe and clean water. It helps in recycling and reusing the water so as to fulfil the necessity successfully. Our sewage treatment plants efficiently treat the sewage water by making it free from bacteria and harmful element. It finds usage in various industries and is widely appreciated for several features that are as follows:
Extended Aeration(EA)

Extended Aeration is one of the conventional treatment system. This treatment system works by providing ideal conditions for aerobic bacteria and other micro-organisms; these micro-organisms then decompose the biological contaminants in the raw sewage.
The treatment plant provides the proper environment, sufficient oxygen and other elements which allow the bacteria to consume the organic matter and to live and multiply within the treatment plant. In this way the aerobic bacteria and microbes decompose the sewage and waste to a stable form - odours and nuisance free.
ADVANTAGES
Activated Sludge Process (ASP)
The waste activated sludge pumping system consists of two constant speed, horizontal centrifugal pumps and a magnetic flow meter. The normal wasting procedure is two gravity thickener tanks. An optional routing includes wasting to one of the primary.
Features
Packaged Sewage Treatment Plant

Our engineering excellence and years of experience have supported us in developing highly advanced Packaged Sewage Treatment Plants. These electro-processor plants have initiated a revolutionary concept of packaged STP that drastically cuts cost on treatment, reduces space requirement, runs on low operating cost. Apart from these characteristics, clients appreciate our range for producing sparkling clear water that is free from odour, and meet the highest industry standards.
CSTR (Continuous Stirred Tank Reactor) Technology:

CSTR (Continuous Stirred Tank Reactor) Digester is a sealed vertical, cylindrical digester. The mixing of its contents is provided by a centered vertical low-speed agitator which is characterized by its high circulation rate. Thus the digester content is perfectly mixed.
At the same time, the low rotation speed guarantees gentle treatment of the anaerobic microorganisms and due to continuous mixing provides optimal substrate transport for the bacteriological degradation of the organic substances into biogas.
CSTR-Digester is suitable for the treatment of high solid material, such as bio waste and sludge, as well as for scum developing material. Sediments can be removed easily during operation. It is especially suitable for large scale biogas plants because of construction sizes of up to 6.000 m³.
Advantages
Zero Liquid Discharge System:

Zero-liquid discharge (ZLD) is a water treatment process in which all waste water is purified and recycled; therefore, leaving zero discharge at the end of the treatment cycle.
Municipal Solid Waste Management
The composition of municipal solid waste varies greatly from municipality to municipality (country to country) and changes significantly with time. Waste can be classified in several ways but the following list represents a typical classification:
Biodegradable waste: food and kitchen waste, green waste, paper (most can be recycled although some difficult to compost plant material may be excluded.
Recyclable materials: paper, cardboard, glass, bottles, jars, tin cans, aluminum cans, aluminum foil, metals, certain plastics, fabrics, clothes, tires, batteries, etc.
Inert waste: construction and demolition waste, dirt, rocks, debris
Electrical and electronic waste (WEEE) - electrical appliances, light bulbs, washing machines, TVs, computers, screens, mobile phones, alarm clocks, watches, etc.
Composite wastes: waste clothing, Tetra Packs, waste plastics such as toys
Hazardous waste including most paints, chemicals, tires, batteries, light bulbs, electrical appliances, fluorescent lamps, aerosol spray cans, and fertilizers
Toxic waste including pesticides, herbicides, and fungicides
Biomedical waste, expired pharmaceutical drugs, etc.

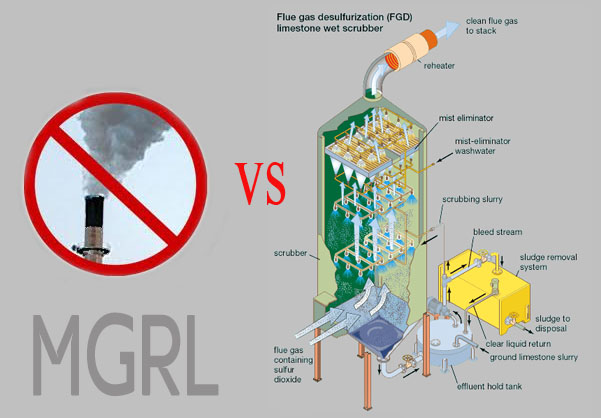
Venturi Scrubber
Scrubbers are devices that remove particulate matter by contacting the dirty gas stream with liquid drops.Generally water is used as the scrubbing fluid. In a wet collector, the dust is agglomerated with water and then separated from the gas together with the water.
The mechanism of particulate collection and removal by a scrubber can be described as a four-step process.
- Transport : The particle must be transported to the vicinity of the water droplets which are 10 to 1000 times larger.
- Collision : The particle must collide with the droplet.
- Adhesion : This is promoted by the surface tension property.
- Precipitation: This involves the removal of the droplets, containing.
Application of WET Scrubber in different industries:
Air Pollution Control
Manufacturing factories are equipped with bagasse / coal / lignite / husk fired boilers, using Bagasse / coal / husk as fuel with 20 –60% moisture. Huge quantity of burnt bagacillo and partially un-burnt Fly Ash generated in boiler escapes in the gases into open air.The impact of this pollution is quite detrimental to human life and could cause significant damage to the Environment. Various sugar factories had installed MGRL'S Venturi type Wet Scrubber on Bagasse fired Boilers.MGRL'S Venturi Wet Scrubber is proved to be the most efficient, Scientific and due to its computer aided design consumes less power, gives trouble free operation, low priced and gives excellent performance.
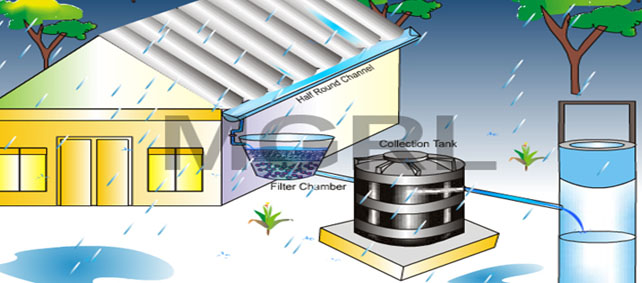
Rainwater Harvesting
Rapid urbanization and industrialization had increased the demand for fresh water and thus depleting substantially the ground water table. Secondary sources like rivers, lakes are either vanishing or contaminated. It is said that by 2050, 7 billion people in 60 countries may face water scarcity. Climate change is expected to contribute 20 per cent of the increasing scarcity globally.
Due to the poor storage facilities in the catchment regions & wastage of rain water being allowed to flow into sea add to the problems. Under these circumstances, Rain Water Harvesting alone can revive the hope of recharging the ground water to maintain the sustenance of the planet.
Rainwater Harvesting Systems include collection and storage of rain water for different needs. The collected rainwater is stored & is used subsequently to suit the domestic, agricultural, industrial applications. Further, these systems are also applied for recharging ground water. Rainwater harvesting is also used for Managing the ground water & for preventing evaporation & seepage.
Material Handling
Mantras Green Resources Limited offers a wide range of manual, semi-automated, automated Material handling systems which is used to create time and place utility through the efficient handling, protection, and controls of materials movement throughout the manufacturing process. Our Material Handling Systems are design as per need of Industries for efficient operation with minimum cost of handling.
Mantras Green Resources Limited provides following material handling equipment:
1. Industrial Conveyors

Mantras Green Resources Limited offers industrial conveyors which cater to the requirement of industries like Sugar, Cement, Fertilizers, etc for handling material at different processes such as Sugar cane crushing, beets, refining, and packaging areas.
2. Chain Conveyors

MGRL offers a spectrum of chain conveyors, which are used for carrying materials like bagasse, coal, mud, oil seeds, grain, and other free flowing materials from one place to another.
3. Screw Conveyor

MGRL offer screw conveyor to Sugar Industries which are developed as per requirement of process. Our range caters to the needs of industries such as sugar, cement, fertilizers, chemicals, etc. there are used to transfer bulk materials in horizontal or inclined direction. The speed can be controlled easily by using PLC or variable frequency control.
4. Belt Conveyor

Belt conveyors are also used for transferring material from one place to another which is quite distant from each other such as in coal mines, cement industries.
5. Bag Stackers

MGRL offer a quality range of Bag Stackers which are used in various industrial applications. Stacker is used for handling and loading of Cereals, Grains, Fertilizers and Sugar bags into godawn or in trucks for further transport. These Stackers reduce manpower and valuable time. These Stackers are movable and can be adjusted as per height of stacking limit.
Solar Energy Solutions
Mantras Green Resources Ltd. provides the following solar energy system:
1.Solar Park

Mantras Solar Park is a product which provides a complete solution for Solar Energy. These plants are available for the customers after they are fully operational and start feeding power to the grid. We provide all the required services for the customers and investors to make them a successful power producer.The plant size ranges from minimum of 500 KW to several MWs.
We are also doing O & M contract for the plant, which will improve the overall plant efficiency.
Special Features:
1.Substantial Tax Saving:Depreciation @ 100%. (80%+20% in first year).
2.Go Green Initiative – Our mother Earth will be protected.
Mantras Solar Park Will Provide Following Services:
1.Land & Liasoning Services
2.Engineering, Procurement and Construction (EPC) Services
3.Sale of REC & Power
4.Operations and Maintenance (O&M)
2.Solar Roof Top

Mantras Solar Rooftop provides power at your doorstep. We provide Off Grid Solution so that consumer can produce and stored the solar energy for captive consumption and can reduce the electricity bill. We also provide On grid Rooftop solution for consumer with the help of State DISCOM Services so that excess power can send to grid and can avail benefit of Power selling.
Rooftop Plant ranges from 1 KW to 500 KW.
Special Features:
1.Simple in installation
2.Low maintenance
3.Can be installed on rooftop or sunshade, roof of car parking
Mantras Solar Park Will Provide Following Services:
1.Site Survey and Load study for Rooftop installation
2.Consultancy, Design and Estimation
3.Supply, Installation, Testing and Commissioning
4.Power Evacuation with Grid in case of on grid System
3.Standalone Solar Street Light

MGRL provides Standalone solar street lighting system, which lightened the rural as well as urban areas where the grid is not available. This Solar Street light can be used at internal road and highway lighting, Parking lights, Campus lights etc. The Solar Street Light System consisting the following component Solar Module, Battery, LED Luminaries, Controller, Pole etc. These luminaries are design to perform Dusk to Dawn operation.
Special Features:
1.High lumen efficiency, Low Power consumption compare to Sodium vapor lamp
2.Led having higher life (i.e. 30,000 Switching compare to metal Halide or sodium vapor)
3.Robust and Ergonomics Design
4.Automatic Dusk to dawn Operation
5.Available from 9 W to 60 W ranges
4. Solar Water Pumping System.

MGRL Solar water pumping system is a stand-alone system operating on power generated by Solar Photo voltaic panels. The power generated by solar panels is used for operating DC surface centrifugal mono-block pump set for lifting water from open well or water reservoir for minor irrigation and drinking water purpose, agriculture Purpose. The system requires a shadow-free area for installation of the Solar Panels. It is helpful to farmer and in rural area where power shut down happens frequently. This Solar Based water pumping system consisting of Solar Module, Pump, Cables, Mounting Structure, Controller etc.
MGRL Solar Water Pumping system available in Surface and Submersible type AC and DC version.Range Started from 0.5 HP to 10 HP
Special Features:
1.Durable and Robust Construction
2.No Inverter is required for DC pump
3.Simple Installation and low Maintenance
4.Highly Reliable
5.Govt Subsidy is available
5. Solar Water Heater.

With MGRL water heater you will have water heater when you want it. Using Solar water heater the sun light converted into thermal energy which heated up the water and you will get the hot water temp up to 75 0 C. These solar water heaters are simple, safe, and reliable and are easy to maintain. Evacuated tube collector,Flat plate collector & available in 100 to 500 LPD. Higher capacity systems are available on request.
Special Features:
1.Saves energy & environment
2.Easy to install & maintain
3.Long life
Advantages:
1.Negligible maintenance
2.Daily water heating expenses almost nil
3.Conserves precious natural resources
4.Exemption from octroi & excise duty, 80% depreciation for commercial use.
6. Solar Cold Storage.


The solar Cold storage provides an innovative solution to regular refrigeration offering Solar Power Cold storage space to farmers anywhere. In this unique concept solar energy is converted in to electricity to run the refrigeration system through solar module. Solar radiation then converted into DC electricity drives the cooling system directly. Additional energy used to charged battery bank which is part of system. This stored energy can be used in night time.
Special Features:
1.Solar Power standalone
2.Grid hybrid
3.Battery Backup for refrigeration
4.Modular refrigeration system
5.Eco friendly
6.15+ Hours backup
7.Intelligence control.
7. Solar Dryer.
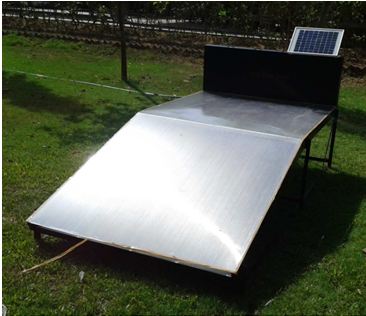
The solar Dryer provides hot and compressor air to dehydrate the vegetables and fruits. The concept solar Dryer is to convert the solar energy into heat energy using a blower.Available from 10 Kg to 1000 Kg Capacity.
Special Features:
1.Solar Power standalone
2.Grid hybrid
3.Different back up available
4.Modular system
5.Eco friendly
6.Sustainable
Water ATM

As the water characteristic of each community greatly varies, our innovation is providing purification technology as per the water characteristics. We generally use five step purification machines where you can customize which parts you need in accordance with the local needs. All our purification machine comes with option of remote monitoring and information layering.
Water ATMs are automated water dispensing units, which provide communities with 24/7 safe water access. Mantras Green Resources Ltd offers best suitable water ATM with: • Solar powered
• Price and quality transparency
• Reliable 24/7 access
• Robust structure
• Superior quality of drinking water free from unwanted cations
• Drinking water standard led down by WHO
• Technical and economical viability to install specially for rural areas
Bio-Digester

In current scenario, as the prices of fuel is increasing, bio gas plant is most effective in terms of saving money as well as converting waste into energy.
Biogas is generated when bacteria degrade biological material in the absence of oxygen, a process known as anaerobic digestion. Since biogas is a mixture of methane and Co2, it is a renewable fuel produced from waste treatment.
Advantages of Mantras Bio Digester:
Biodigester should be looked as option for waste processing & source of fuel where biodegradable waste is segregated and deposited in the landfills. The anaerobic bioreactor forbiodegradable waste can be conclude that,
• Mantras digester should be looked as option for waste processing and source of fuel.
• Benefit from owning a Mantras Digester system is the savings in cost as compared to the use of kerosene or LPG for cooking. The up-front cost of a biogas system is higher than for LPG.
Bio Composter

Mantras Green Resources Ltd. envisions a world where waste is transformed into utilizable resources without exploitation of people. We are working towards breaking the non-cyclic process of waste management, which currently involves extraction, production, consumption and dumping or land filling, resulting in green house gas emissions, ground water pollution and an ever-increasing strain on natural resource.
The compost produced will be purely organic and can be used for internal horticulture. In case there is no garden space or any manure is left over, we can collect it back from your premises, once it reaches a significant volume.We provide end-to-end decentralized waste management solutions for housing societies, corporate houses, townships, school and college campuses, etc.
Advantages:
• High nutrient compost • Reduces landfills
• Low cost manure produce • Avoids methane production
Bio Tiolet

BioToilet is to improve hygiene among the masses and curtail ailments caused on account of dearth of proper sanitation facilities in the country.
Owing to its wide adaptability, efficient functioning and environment friendly nature, the Bio Toilet is capable of alleviating the issues concerning open defecation in India.
Advantages:
• Bio-Toilets are more environmentally friendly.
• Bio-Toilets require less water usage and can enhance the growth of non-edible plants in locations where soil amendment is permitted.
• Bio-Toilets are well suited to remote areas.
• Odour Problems Reduced
• Lower Household Maintenance Costs
• End Product Recycled
• Reduced Grey water Loading